Automated Globe Valves: How They Enhance Precision Flow Control and Efficiency
Introduction to Automated Globe Valves
 |
What Are Automated Globe Valves?Automated globe valves are advanced control valves that combine the traditional globe valve design with automated actuators, such as electric, pneumatic, or hydraulic systems. These valves are engineered for precise flow control in pipelines, ideal for applications requiring fine adjustments in fluid flow. The spherical body design and an internal baffle direct the flow of gases or liquids, with the valve’s closing element (the disc) moving vertically to regulate flow. Actuators automate this process, allowing for quick, reliable, and safe control. |
Why Use Automated Globe Valves?Automated globe valves are highly valued for their ability to offer both throttling and shutoff capabilities. These valves are essential in industries such as chemical processing, HVAC systems, and pharmaceutical production, where exact flow control is vital. By minimizing manual intervention, automated globe valves reduce the risk of human error, improve operational efficiency, and ensure systems operate at optimal levels with minimal downtime. |
Key Benefits of Automated Globe Valves
 |
 |
 |
 |
Precise Flow Control |
Enhanced Safety and Reliability |
Reduced Manual Intervention |
Cost-Savings |
Precise Flow Control:
Automated globe valves are highly accurate, offering exceptional control over the flow rate of various fluids. This precision is essential in industries that require detailed flow regulation, such as chemical dosing in pharmaceutical production or steam regulation in HVAC systems. These valves ensure that processes that depend on exact flow measurements can operate consistently.
Reduced Manual Intervention:
One of the main advantages of automated globe valves is the significant reduction in the need for manual operation. Automation eliminates the need for frequent adjustments, saving on labor costs and reducing the potential for human error. Additionally, the ability to operate these valves remotely makes them indispensable in hazardous or hard-to-reach locations.
Enhanced Safety and Reliability:
Automated globe valves come equipped with fail-safe mechanisms, such as spring-return actuators, which ensure the valve remains operational even if an actuator failure occurs. This feature is critical in industries where continuous flow control is required for safety, like in chemical plants or oil and gas operations. The valves also help prevent dangerous situations such as over-pressurization or under-pressurization of fluid systems, maintaining system integrity.
Cost Savings:
Over the long term, automated globe valves can deliver substantial cost savings. By automating the control of flow, these valves reduce the need for manual labor, increase operational uptime, and prolong the lifespan of the entire system. Their efficiency leads to a reduction in wear and tear on the valve and associated equipment, ultimately lowering maintenance costs.
How Do Automated Globe Valves Work?
Basic Structure of a Globe ValveA globe valve features a spherical body with an internal baffle, which helps guide the flow of the fluid. The valve operates by having a disc that moves up and down against a seat to control the flow rate, making it one of the most efficient valve types for throttling applications. This design allows for precise regulation of pressure and flow, making globe valves ideal for applications requiring fine control, such as steam systems, chemical processing, and power plants. The valve’s structure also minimizes leakage when fully closed, enhancing system efficiency and reliability. When integrated with an actuator (whether electric, pneumatic, or hydraulic), the globe valve provides automated control, adjusting the flow based on system requirements. This automation not only improves response times and reduces manual intervention but also enables integration with industrial control systems like SCADA and PLCs. As a result, operators can remotely monitor and adjust flow conditions, ensuring optimal performance while reducing operational costs and downtime. Additionally, automated globe valves can be equipped with positioners and feedback mechanisms for even greater precision in flow modulation, making them an essential component in modern industrial processes. |
|
Role of ActuatorsThe actuator is a key component in the automation of globe valves, enabling remote control and precise operation without the need for manual intervention. These actuators are responsible for the accurate movement of the valve’s stem, ensuring that the valve opens, closes, or modulates the flow as required by the process. Electric actuators are known for their high precision and are ideal in applications where fine adjustments to the flow rate are necessary. They offer consistent control, making them particularly suitable for systems that require gradual or precise changes in flow, such as those found in chemical processing or HVAC systems. Pneumatic actuators, which operate using compressed air, are favored in high-speed applications that demand rapid response times. These actuators are often employed in emergency shutdown systems or processes where quick actuation is essential. Hydraulic actuators, on the other hand, are used in high-pressure systems where large amounts of force are needed to operate the valve. They are ideal for heavy-duty applications, such as those found in oil and gas industries, power plants, and manufacturing processes. Actuators can be configured to perform on/off operations or to modulate the flow continuously, offering flexibility to meet a wide range of industrial requirements. |
|

Types of Actuators Used in Automated Butterfly Valves

|

|
|
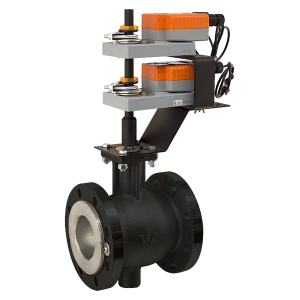
Belimo Actuator |
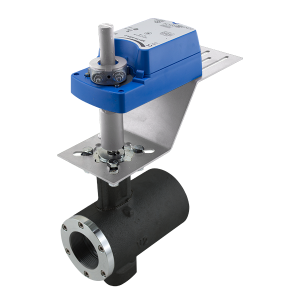
Siemens Actuator |
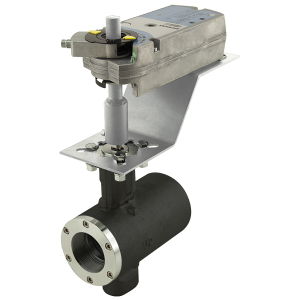
Johnson Controls Actuator |
Applications of Automated Globe Valves
Chemical and Pharmaceutical Industry:
In chemical and pharmaceutical plants, the precise flow control offered by automated globe valves is critical for the accuracy of chemical reactions, dosing, and fluid mixing. Their ability to provide consistent, adjustable flow makes them ideal for maintaining the required parameters in production processes that involve hazardous or corrosive chemicals.
HVAC Systems:
Automated globe valves are used in HVAC systems to regulate the flow of water or air, ensuring that heating and cooling systems function efficiently. By modulating the flow, these valves contribute to energy savings, stable temperatures, and a comfortable indoor environment, whether in commercial, industrial, or residential settings.
Water and Wastewater Treatment:
Globe valves are integral to water treatment facilities where precise flow regulation is necessary for effective water purification and pressure control. Automated versions are particularly beneficial in wastewater treatment plants, helping to ensure smooth, continuous operations without the need for constant manual intervention.
Oil and Gas Industry:
In oil and gas applications, automated globe valves are used to control the flow of crude oil, natural gas, and refined products. These valves are essential in ensuring the safety and reliability of operations, especially in remote or offshore locations where manual control may not be feasible. They are critical for controlling pressure and ensuring safe, efficient fluid transport.
Power Generation:
In power plants, automated globe valves are used to control the flow of steam, water, and other fluids within the plant’s various systems. Their ability to modulate the flow allows for efficient temperature and pressure control, which is vital for maintaining optimal plant performance and energy efficiency.
Advantages of Implementing Automated Globe Valves
Tight Shutoff:
A key feature of automated globe valves is their ability to offer a tight shutoff when fully closed. This prevents leaks, which is essential in industries where even a small leak could cause safety hazards or disrupt operations. These valves are designed to ensure a secure seal, even under high pressure.
Modulating Flow Control:
Automated globe valves excel in providing modulating flow control, enabling gradual adjustments to the flow of fluids. This is critical in applications like steam regulation, where the ability to adjust the flow incrementally is necessary to maintain system stability.
Versatility in Fluid Handling:
Automated globe valves are compatible with a wide range of fluids, from gases and liquids to slurries. This versatility makes them suitable for various industries, including chemicals, pharmaceuticals, HVAC, and oil and gas, where fluid properties may differ significantly.
Durable Construction:
Automated globe valves are built to withstand demanding industrial environments. Constructed with materials like stainless steel, they can handle high temperatures, pressures, and corrosive environments, ensuring long-term performance and reliability in tough conditions.
In conclusion, automated globe valves have become a cornerstone in modern industrial systems, providing a perfect blend of precision, efficiency, and reliability.
By integrating automated actuators, these valves allow for remote control, minimizing the need for manual intervention while enhancing operational safety and reducing the risk of human error. Their ability to offer highly accurate flow control makes them indispensable in industries such as chemical processing, HVAC, water treatment, and oil and gas, where fine adjustments in fluid flow are essential.
Automated globe valves not only improve system performance but also contribute significantly to cost savings by reducing downtime, cutting labor costs, and extending the lifespan of the entire system. With their versatility, durable construction, and ability to provide tight shutoffs, these valves ensure smooth and continuous operations, even in the most challenging and high-pressure environments.
As industries increasingly focus on automation, energy efficiency, and sustainability, the role of automated globe valves will continue to grow, further optimizing processes, ensuring system integrity, and driving long-term success. Their importance in facilitating seamless operations while maintaining safety standards cannot be overstated, making them an essential component for businesses aiming to stay competitive and efficient in today’s fast-paced industrial landscape.